
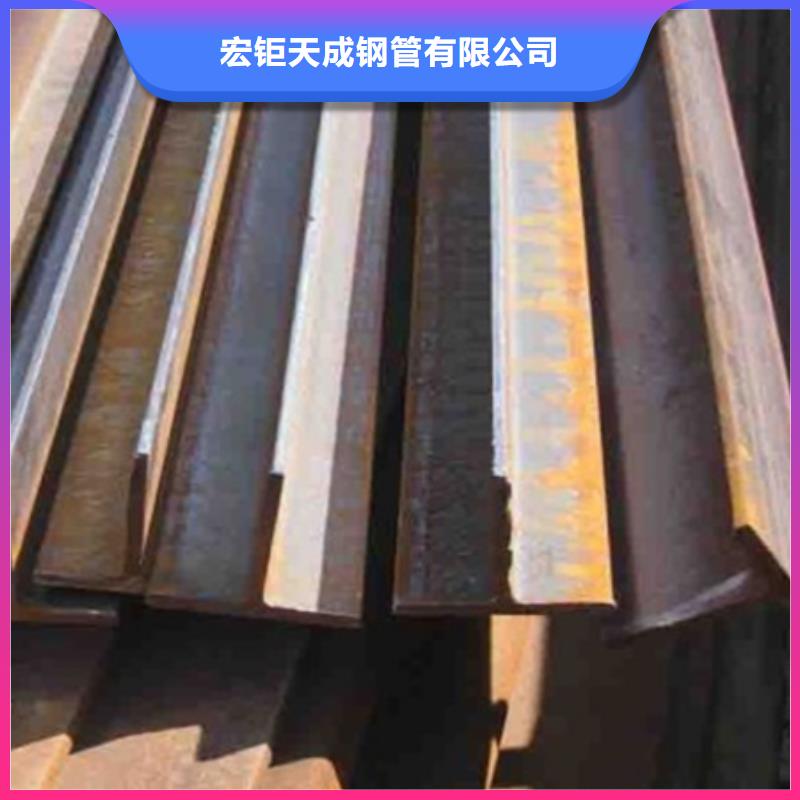


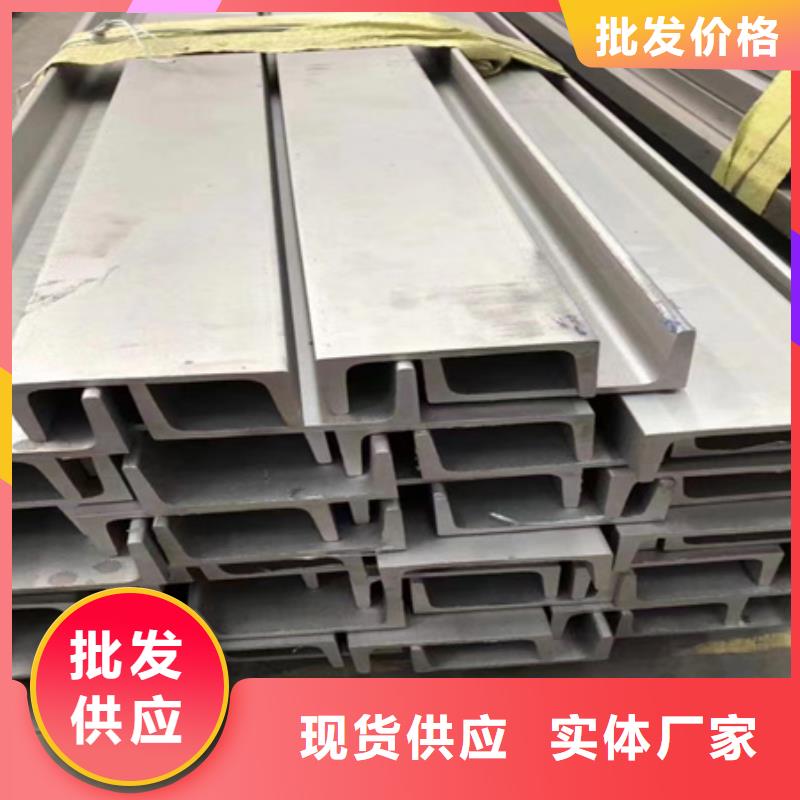
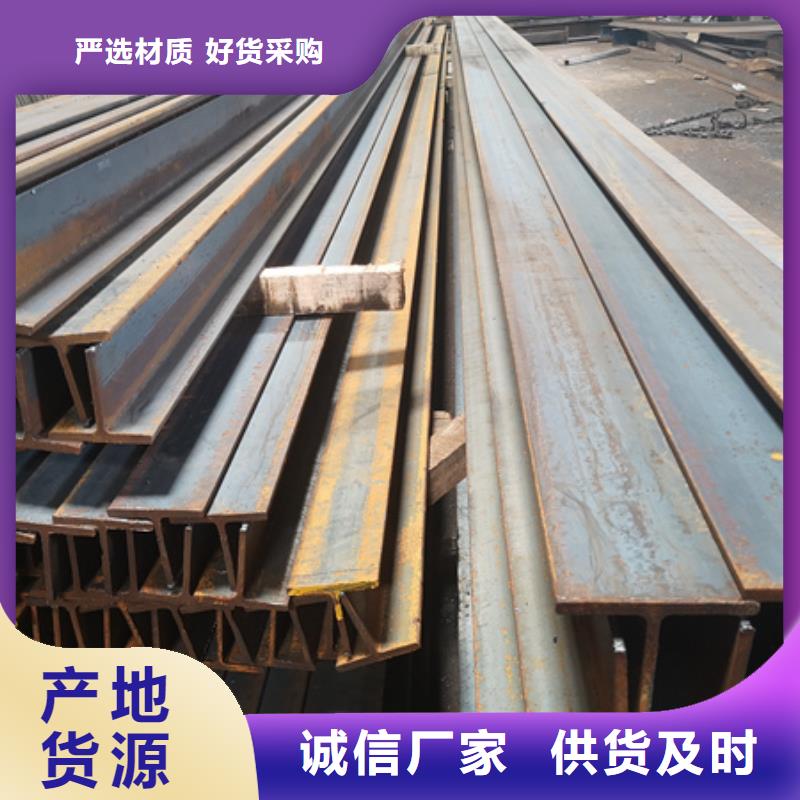

以下是我们上传的H钢型材现货充足T型钢截面尺寸实拍视频,您可以点击观看。
以下是:H钢型材现货充足T型钢截面尺寸的图文介绍


我公司是目前是国内生产T型钢企业中规模,设备全、技术为专业的企业之一,公司生产部拥有T型钢热轧生产线两条,T型钢冷拉生产线两条,T型钢剖切生产线一条,T型钢高频焊接生产线一条,T型钢埋弧焊生产线各一条,T型钢矫直及打磨设备三套。可根据客户需要,选择不同的生产工艺,任何国标和非标T型钢在我公司都可一站式解决。产品广泛应用于铁路、造船、电力、钢结构等行业,已配套于国内众多知名企业,同时远销到日本、南韩及欧美等和地区。



小规格T型钢防腐品一、保证涂层质量这一点是很重要的,若是质量不达标可能会造成反锈、裂纹等问题产生,小规格T型钢的品质也因此下降。二、涂刷过程中存在不达标的操作1、涂刷并不是一次性完成的,它往往会分为底漆与面漆两个过程,若是搞错了其中的细节则会产生质量隐患。底漆与面漆的涂刷遍数与厚度都是有相应的规定的,在施工过过程中要按标准形式。比较的话遍数的规定要比规定的少。有些小规格T型钢厂家为了节省成本还会做出这种事:在计算施工预算时以标准的涂刷遍数与厚度进行,但在实际的施工过程中却减少材料应用。虽然这确实能达到节省成本的目的,但涂层的性能也因此减弱,设置形同虚设。2、流程混乱目前还没有统一的涂刷流程,有些会在先进行底漆与面漆的涂刷,在施工完成后在进行吊装,运输。这种方法虽然比较省事,但是后续的操作会时面漆不可避免的遭到破坏,只能在安装现场重新修补。修补的面漆不论是质量还是色调都不会与原本的完全相似。虽然初衷是省事可是却同时浪费了成本与工时,得不偿失。质误区


冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。5)冷拉控制方法:冷拉时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同一根T型钢冷拉率也不一样)冷拉质量得不到保证。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。但是,如果冷拉率已经达到,而冷拉应力还达不到控制应力,这种T型钢要降低强度使用。



工厂直供,采用卓越工艺,精挑材质值得信赖,量大更优惠。主营产品 福建南平钢管喷漆,厂家直供质量保障按需定制|售后服务。我公司凭借“过硬的产品,优良的制作,负责的态度,良好的信誉”赢得了市场和长期合作伙伴。可按照客户需求定做,请买家在下单前咨询我们确认所需产品的参数。欢迎来电咨询或来我厂参观。


